Admin
مدير المنتدى


عدد المساهمات : 18996
التقييم : 35494
تاريخ التسجيل : 01/07/2009
الدولة : مصر
العمل : مدير منتدى هندسة الإنتاج والتصميم الميكانيكى
 |  موضوع: بحث بعنوان الأخطاء في وصلات اللحام بالقوس اليدوي الثلاثاء 24 أغسطس 2010, 12:56 am موضوع: بحث بعنوان الأخطاء في وصلات اللحام بالقوس اليدوي الثلاثاء 24 أغسطس 2010, 12:56 am | |
| 
أخوانى فى الله
أحضرت لكم
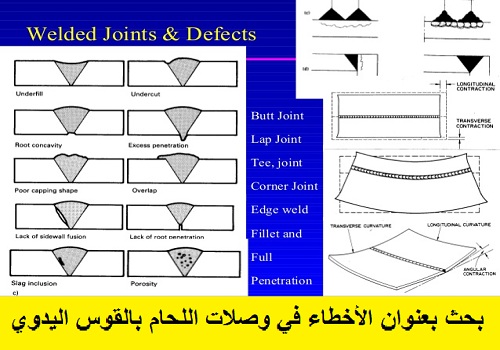
بحث بعنوان الأخطاء في وصلات اللحام بالقوس اليدوي
- تقديم الطلاب:
• أحمد الشامان
• أحمد العلي الخلف
• صلاح الدين الحمد
- إشراف الدكتور محمد جميل الشحنة
ويتناول الموضوعات الأتية :
1 - الكسور:
1 - 1 الكسر الهيدروجيني:
Preheating to avoid hydrogen cracking
- يسمى أيضا التصدع البارد ,التصدع المتأخر ,الكسر المحفز بالهيدروجين .
- يمكن أن يظهر هذا الكسر عند تصنيع الفولاذ وعادة في الفولاذ ألفريتي
- ينشا في منطقة التأثر الحراري لكن ممكن أن يمتد إلى معدن اللحام .
Fig. 1 Hydrogen cracks originating in the HAZ (note, the type of cracks shown would not be expected to form in the same weldment)
Fig. 2 Crack along the coarse grain structure in the HAZ
- الشقوق التي تظهر في الدرزة أللحاميه تكون مستعرضه بزاوية( 45)على اتجاه اللحام
- في الفولاذ منخفض السبائكية تكون الشقوق في الدرزه عموديه على اللحام .
- الشقوق التي تظهر في منطقه (HAZ) ترتبط عادة بمنطقه الحبيبات الخشنة .
- العوامل المساهمة في كسر الهيدروجين :
1 - الهيدروجين منحل في حوض اللحام
2 - تركيب المعدن الأب .
3 - ثخانة المعدن .
4 - الاجهادات الناتجة عن اللحام.
5 - الدخل الحراري .
- ممكن ظهوره بعد اللحام بوقت قصير حيث تكون حرارة منطقة الكسر>150 - مصادر الهيدروجين :
1 - نفط أو دهون أو أوساخ.
2 - الصدأ
3 - الطلاء العضوي .
4 - سوائل محيطة.
- في لحام الصفائح يكون الكسر موازي لاتجاه اللحام .
- في اللحام الاسطواني يكون الكسر عمودي على اتجاه اللحام .
- يمكن أن يظهر تحت الدرزه أللحاميه أو في منطقه الجذر .
- التسخين المسبق أو اللاحق يبطئ سرعه التبريد مما يسمح بانتشار الهيدروجين .
- يكون الهيدروجين منحل في حوض اللحام ثم ينتشر إلى منطقة (التأثر الحراري)
حيث يتجمع ليشكل اجهادات ضغط تسبب الكسر .
2 - 1 الكسر الساخن :
- يسمى أيضا كسر التجمد أو كسر الخط المركزي :
- يمكن ملاحته أثناء اللحام أو بعده بقليل .
- في الفولاذ يظهر بسبب وجود أو عالي الكربون.
- يظهر في فولاذ عند عدم التسخين المسبق أو التبريد السيئ
- يظهر في آخر بقعة لحام بشكل متغصن .
- العوامل التي تزيد خطر الكسر الساخن :
1 - حجم الدرزة أللحاميه غير كافي أو شكل غير مناسب
2 - اللحام تحت كبح .
3 - خواص المادة: مثل قلت الشوائب ,ووجود شروخ عند التجمد .
Fig.1 Solidification crack along the centre line of the weld
- تصميم ألوصله له تأثير كبير على كميه الالجهادات المتبقية والفجوات الكبيرة بين
القطع الملحومة تسبب انفعال كبير عند تجمد حوض اللحام وخاصة عند عمق توغل صغير ,
ومن هنا فان الدرزه أللحاميه ذات النسبة (عمق\عرض) المنخفضة تكون أكثر عرضه للكسر الساخن
- في الفولاذ هذا النوع من الكسور يكون مرتبط بالشوائب التي تزيد من خطره الفسفور والكبريت خاصة مع نسبه كربون عالي .
- يقلل المنغنيز من خطر هذا النوع من الكسور .
Fig.2 Weld bead penetration too small
- إجراءات تجنب الكسر الساخن :
وذلك بشكل منفصل عن نوع المعدن ومعدن الملء :
1 - التحكم بالوصلة بحيث نقلل الفجوات
2 - التنظيف قبل اللحام .
3 - التأكد من أن سلسلة اللحام لن تتسبب في ظهور اجهادات حرارية .
4 - اختيار نسبه (عمق\عرض ) قليله –مثل
- نسبه مثل ستتسبب بظهور كسر ساخن .
5 - تجنب سرع لحام عاليه (عند تيارات عاليه ) التي تزيد مستوى الانفعال في الدرزه .
6 - عند نهاية شوط اللحام يجب التأكد من الملء المناسب لتجنب الشكل المقعر للدرزة.
3 - 1 - كسر إعادة التسخين:
- كسر يحدث في منطقة التأثر الحراري ويمكن أن يمتد إلى معدن الوصلة.
- يحدث في خلائط الفولاذ منخفض السبائكية عند إضافات من .Mo,V,Cr
- تحديداً يظهر في منطقة الحبيبات الخشنة.
Fig.1a. Cracking associated with the coarse grained heat affected zone
Fig.1b. Intergranular morphology of reheat cracks
- الكسور ممكن أن تكون مرئية أو تحدث تحت اللحام .
- الكسور ممكن أن تكون مكروية.
- الكسور المكروية ممكن أن تظهر بشكل خشن أو متغصن تابعة لمنطقة الحبيبات الخشنة.
- الكسور المكروية تكون على حدود الأوستونايت المتخلف.
- الكسور المكروية ممكن أن تكون باتجاه اللحام أو عمودية عليه.
- بشكل عام الكسور في منطقةHAZ تكون موازية لاتجاه اللحام .
- زاوية الألكترود توئثر على حجم منطقة التأثر الحراري كما في الشكل التالي:
Fig.2a. Welding in the flat position - high degree of HAZ refinement
Fig.2b. Welding in the horizontal/vertical position - low degree of HAZ refinement
2 - بقايا خبث:
Prevention of slag inclusions by grinding between runs
- ممكن ظهورها عند اللحام بعدة أشواط لوصلة بشكل حرف Vعند عدم الإزالة الجيدة للخبث بعد كل شوط لحام.
- المحتويات الخبثية ممكن أن تظهر على طول الدرزة أو في داخلها .
Fig. 2. The influence of welder technique on the risk of slag inclusions when welding with a basic MMA (E7018) electrode
a) Poor (convex) weld bead profile resulted in pockets of slag being trapped between the weld runs
b) Smooth weld bead profile allows the slag to be readily removed between runs
- تلاحظ بسهولة في الصور الشعاعية .
Fig. 1. Radiograph of a butt weld showing two slag lines in the weld root
- تلاحظ في كل أنواع اللحام التي يحدث فيها جريان(Flux) .
- الخبث يظهر نتيجة تفاعل الهواء مع حوض اللحام .
3 - المسامية: Porosity
- هي ظهور تجاويف في الوصلة بسبب غاز متجمع في بركة اللحام .
- لها عدة أشكال:
آ - موزعة .
ب - مسامات سطحية.
ج - تجاويف أنبوبية.
د - حفر ذات مسلك دودي (Wormhole ).
Elongated pores or wormholes
Fig. 1. Uniformly distributed porosity
Fig. 2. Surface breaking pores (T fillet weld in primed plate)
- المسامية الموزعة توجد كمسامات ناعمة في كافة أنحاء الدرزة .
- المسامية السطحية: هي إشارة إلى كمية كبيرة من المسامات الموزعة .
- المسامية سببها امتصاص(O2,N2,H2) في بركة اللحام المصهورة ثمّ إصدار هذه الغازات أثناء التجمد
ليبقى قسم منها محصور في معدن الدرزة .
- (N2,O2) تظهر عند حماية سيئة من الهواء مثلاً:
- %1 هواء في غاز الحماية يسبب مسامية موزعة.
- %1.5 هواء في غاز الحماية يسبب مسامية سطحية.
- الهيدروجين يأتي من مصادر مختلفة مثل:رطوبة،دهان،دهون،زيت.....إلخ.
4 - تمزق التو ريق: (Lamellar Tearing)
BP Forties platform lamellar tears were produced when attempting the repair of lack of root penetration in a brace weld
- يحدث في أسفل اللحام وخاصة في صفائح الفولاذ المدرفلة والتي تملك مطيليه منخفضة عبر السماكة.
- يحدث بشكل أساسي في وصلات اللحام (T ) .
- يتشكل في المعدن الأساسي وبشكل موازي لحدود اللحام وسطح الصفيحة.
- يمكن أن يمتد إلى وجه اللحام أو الجذر.
Fig. 1. Lamellar tearing in T butt weld
Fig. 2. Appearance of fracture face of lamellar tear
- بشكل عام يظهر في أماكن تركيز الإجهادات.
- يمتلك الكسر شكل ليفي – خبثي على طول وبشكل موازي للمقاطع مما يشير إلى المطيلية المنخفضة
باتجاه الثخانة .
- نصائح :
Fig. 4 Recommended joint configurations to reduce the risk of lamellar tearing
5 - نقص أو اختراق لمنطقة الجذر وحافة اللحام :
- ممكن أن تظهر الحالات التالية:
آ - جذر سميك بإفراط .
ب - جذر صغير(فجوة جذر).
Fig. 1 Causes of incomplete root fusion
a) b)
c) d)
e) a) Excessively thick root face
b) Too small a root gap
c) Misplaced welds
d) Power input too low
e) Arc (heat) input too low
ج - خطأ توضع لحام(تأثير مغناطيسي).
Fig. 3. Interaction of magnetic forces causing arc deflection
Fig. 4. Weld bead deflection in DC MMA welding caused by welding past the current return connection
- ظهور المصهور على الحافة
Fig. 1. Lack of side wall fusion
Fig. 2. Lack of inter - run fusion
- مساهمة كهربائية منخفضة .
- قوس حراري منخفض.
- سرعة إلكترود غير مناسبة .
Fig. 2 Effect of electrode size on root fusion
a)
b) a) Large diameter electrode
b) Small diameter electrode
المراجع:
كلمة سر فك الضغط : books-world.net
The Unzip Password : books-world.net
أتمنى أن تستفيدوا من محتوى الموضوع وأن ينال إعجابكم
رابط من موقع عالم الكتب لتنزيل بحث بعنوان الأخطاء في وصلات اللحام بالقوس اليدوي
رابط مباشر لتنزيل بحث بعنوان الأخطاء في وصلات اللحام بالقوس اليدوي 
عدل سابقا من قبل Admin في الثلاثاء 21 مايو 2019, 3:37 am عدل 3 مرات |
|
Admin
مدير المنتدى
عدد المساهمات : 18996
التقييم : 35494
تاريخ التسجيل : 01/07/2009
الدولة : مصر
العمل : مدير منتدى هندسة الإنتاج والتصميم الميكانيكى
| | موضوع: رد: بحث بعنوان الأخطاء في وصلات اللحام بالقوس اليدوي الإثنين 30 يونيو 2014, 6:55 pm | |
| |
|











