Admin
مدير المنتدى


عدد المساهمات : 18996
التقييم : 35494
تاريخ التسجيل : 01/07/2009
الدولة : مصر
العمل : مدير منتدى هندسة الإنتاج والتصميم الميكانيكى
 |  موضوع: بحث بعنوان اللحام بالخلط الاحتكاكي لسبيكة ( ألمنيوم - سليكون ) المسامية الأربعاء 06 فبراير 2013, 11:55 am موضوع: بحث بعنوان اللحام بالخلط الاحتكاكي لسبيكة ( ألمنيوم - سليكون ) المسامية الأربعاء 06 فبراير 2013, 11:55 am | |
| 
أخوانى فى الله
أحضرت لكم
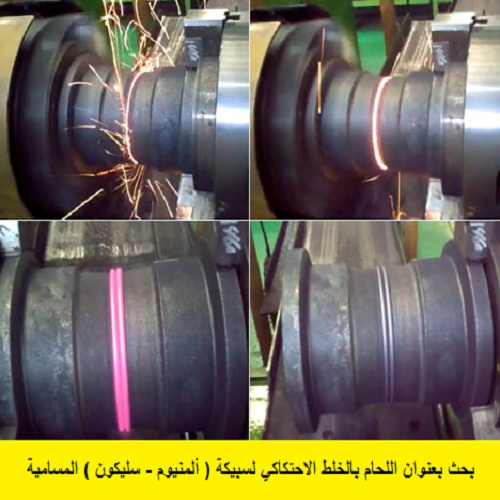
بحث بعنوان اللحام بالخلط الاحتكاكي لسبيكة ( ألمنيوم - سليكون ) المسامية
Friction Stir Welding Of Porous Al-Si Alloy
د.نوال عزت عبد اللطيف و علي مزهر
مجلة الهندسة والتكنولوجيا،المجلد،28العدد2010،6
* هندسة الانتاج والمعادن , الجامعة التكنولوجية/ بغداد. العراق
ويتناول الموضوعات الأتية :
الخلاصة
يهدف البحث إلى دراسة إمكانية ربـط سـبيكة مسـامية) ( porousإلـى سـبيكة غيـر
مسامية) (solidباستخدام طريقة اللحام بالخلط الاحتكـاكي ) .(Friction Stir Weldingتـم تصـنيع
السبيكة المساميةبطريقة السباكة وذلـك بإضـافة مـادة البـولي اثيلـين بنسـب وزنيـه مختلفـة
هي) %(40,30,20كمادة حافظة للفراغ . أجريت عملية الربط باستخدام سرع لحـام مختلفـة هـي
)(60,40,30ملم/دقيقة وعند سرعة ثابتة لدوران أداة اللحام هي) (900دورة/دقيقة. أظهـرت نتـائج
الفحص ألمجهري انه بالإمكان ربط السبيكة المسامية إلى السبيكة غير المسـامية باسـتخدام الخلـط
الاحتكاكي .كما أظهرت نتائج فحص الصلادة إن صلادة وصلة اللحام الناتجة تكـون أعلـى مـن
صلادة المواد ربطها. وتزداد قيم الصلادة لجميع مناطق وصلة اللحام مع زيـادة سـرعة اللحـام.
أظهرت نتائج اختبارالشد ان قوة الترابط لوصلة الربط )اللحام( تزداد مع زيادة سـرعة اللحـام عنـد
نسب إضافة ثابتة من المواد الحافظة للفراغ، وتقل قوة الترابط مع زيادة نسبة إضافة المواد الحافظـة
للفراغ عند استخدام سرع لحام ثابتة.
الكلمات المرشدة:اللحام الاحتكاكي ،المواد المسامية.
Friction Stir Welding Of Porous Al-Si Alloy
Abstract
The aim of this research is to study the ability of joining porous (Al-Si) alloy to
solid Aluminum using Friction Stir Welding Method . The porous alloy is fabricate
using casting method by adding(20,30,40) weight percent of Poly- athelin as space
holder materials. The welding process is done using different welding speed
(30,40and60)mm/min, with constant rotational speed (900) rpm.
Microstructure evaluation showed that it is possible to weld porous alloy to aluminum
in the solid state welding by friction stir process . Hardness test results showed that the
welding zone hardness is higher than that of welded materials, and the weld zone
hardness increased with increasing welding speed .The tensile test results showed that
the bonding strength increased with increasing welding speed at constant space holder
weight percentage, and it decreases with increasing addition percentage of space
holder.
المقدمه
تعرف المواد المعدنية المسامية ) Porous
(Materialsبانها مواد ذات تراكيب خلويـة
تحتوي على أسا س) (matrixمعدني صـلب
،تحــيط بــه شــبكه مــن المســامات او
الفجــوات] .[1تمتلك هذه المواد خـواص
مميزة تتمثل بالمتانة العالية )(High strength
مع الوزن النوعي المنخفض جـدا والنفاذيـة
العالية إضـافة إلـى الموصـلية الحراريـة
اللحام بالخلط الاحتكاكي لسبيكة )ألمنيوم-سليكون( المسامية
ومقاومة الاحتراق لذلك فقد تم استخدامها فـي
مجالات مختلفة مثل صناعة هياكل الطائرات
والمركبات الفضائية ].[2كما استخدمت فـي
صناعة المبـادلات الحراريـة والمخمـدات
الصوتية ) (Acoustic dampingلما لها مـن
قدرة على تقليل الضوضاء وامتصاصها الكبير
لفعل الصدمة )،(Impactوقد أصبحت المـواد
المسامية مصدراً مهماً فـي مجـال صـناعه
السيارات وخاصة فـي مخمـدات الصـدمة
الأمامية والخلفية والمسماة باسم )(Crash box
التي أدت إلـى زيـادة عامـل الأمـان فـي
السيارات ].[3ونتيجة للاستخدام الواسع لهـذه
المواد برزت الحاجة إلى إيجاد تقنيات ربـط
ولحام لهذه الأجزاء مع بعضها البعض ومـع
أجزاء أخرى] [4,5ويعد اللحـام الاحتكـاكي
إحدى هذه الطرائق ].[6
تعد عمليـة اللحـام بـالخلط الاحتكـاكي
تقنية ربـط جديـدةFriction Stir Welding
تجرى في الحالة الصلبة . وتعد من الطرائق
المهمة ولاسيما للسبائك الغيـر قابلـة للحـام
بطرائق اللحام التقليدية ].[5
يتلخص مبدأ الـربط أو اللحـام بـالخلط
الاحتكاكي في اجراء عملية اللحام في الحالـة
الصلبة دون الحاجة إلى صهر القطع المـراد
لحامها كما في حالة اللحام ألانصـهاري].[7
وان أعلى درجة حرارة قد يصل إليها المعدن
لا تزيد عن ).[6](0.8Tm
تتم عملية الربط عن طريق أداة لحام غيـر
قابلة للانصهار دوارة ذات شـكل اسـطواني
تدعى المسند) (shoulderتحتوي في نهايتهـا
السفلى على أداة الغرز) pinاو .[8,7](probe
تغرز هذه الأداة بصورة تدريجية في منطقـة
تلامس الصفائح المراد لحامها وتستمر عملية
الغرز لحين حصول التلامس التام بين السطح
السفلي لمسند أداة اللحـام والسـطح العلـوي
للصفائح المراد لحامها.إن أداة اللحـام تعمـل
على تسخين الصفائح إلى درجة حرارة التلين
نتيجة الاحتكاك الحاصـل بـين أداة اللحـام
والسطح العلوي للصفائح ، كما تعمـل عـل
تحريك المعدن بفعل الخلط ) (stirالناتج عـن
الحركة الدورانية لأداة الغرز والمسـند ممـا
يودي إلى التشوه اللدن، وبعد اكتمال عمليـة
الغرز والتسخين يتم تحريك الصفائح حركـة
خطية وهذا يودي إلى الربط على طول خط
اللحام. ،إن خلط المعدن وحدوث التشوه اللدن
عند درجات الحرارة العاليـة يعطـي بنيـة
مجهريــه ذات حبيبــات ناعمــة متســاوية
المحاور].[8,9
يهدف البحث الحالي إلى ربط ماده معدنية
مسامية إلى ماده غيـر مسـامية )صـلبه (
ودراسة خواص الوصـلة الناتجة،ويوضـح
الشكل) (1مبدأ اللحام بالخلط الاحتكاكي]. [7
- 2الجزء العملي
إنتاج المواد المعدنية المسامية
تم تحضير السبيكة المسامية من صهر
سبيكة ) ، (Al-7Siوباسـتخدام طريقـة
( ويوضــحspace holder method)
الشكل) ( 1التحليل الكيمبـاوي للسـبيكة
المســتخدمة. تــم خلــط حبيبــات
البوليمر)بولي اثيلين(بحجم)(1ملـم مـع
ـة
مـــواد رابطــ (Cyanoacrylate
) adhesivesوصــبها فــي قالــب
بإبعاد) (2*2*6سم بنسب وزنيه مختلفـة
. (Al-7Si)%(من سبيكة20,30,40) هي
بعدها تم صهر)(0.5كغم مـن السـبيكة
باستعمال بوتقة كرافيتية بسعة )(1كغم في
فرن كهربائي نوع) (carboliteوبمعـدل
تسخين مقداره)(30م/ oدقيقة عند درجـة
حرارة) (590م , oوبعد انصهار السـبيكة
وإزالة الخبث، تم صـبها فـي القالـب
اللحام بالخلط الاحتكاكي لسبيكة )ألمنيوم-سليكون( المسامية
الحاوي على حبيبات البـوليمر ) كمـادة
حافظة للفراغ ،(space holderالمسـخن
مسبقا إلى درجة حرارة )o(150م. وبعـد
اكتمال عملية التجمد تم تسخين العينـات
المنتجة إلى درجة حرارة )o(300م لمـدة
ساعتين. لغرض التخلص مـن المـواد
الحافظة للفراغ ) حرق حبيبات البوليمر(
والحصول على المنتج المسامي . وبعـد
تبريد العينات في الهواء تم تنظيفها مـن
حبيبات المادة الحافظة للفراغ المتفحمة ،
وذلك بغمرها في الكحول لمدة )(10دقائق
مع التحريك. بعدها تم تجفيـف العينـات
وحساب نسبة المسامية للعينـات بإتبـاع
طريقة تبخير الماء].[10تتلخص الطريقة
في وضع العينات في إناء محكم الغلـق
كما موضح في شكل) (2وبعـد إفـراغ
الإناء من الهواء عن طريـق اسـتعمال
مفرغة خاصة يتم غمر العينات في الماء
ثم تترك مدة ) (5دقائق لضـمان تشـبع
العينات بالماء،بعد ذلك يتم وزن العينات
المشــبعة بالمــاء باســتعمال الميــزان
الكهربائي الحساس ذو دقـة )(0,0001
غم ويتم تسجيل الوزن )w1غم(, بعدها تم
تجفيف العينات باسـتعمال مجفـف ثـم
وزنت مره أخرى بعد التجفيف)w2غـم.(
وبما أن كثافة الماء ) (1غم/سـم 3تـم
حساب المسامية بإتباع العلاقـة الآتيـة
:[11]
حجم المسامة )سم w1= (3ـ w2
تشغيل العينات واختيار متغيـرات عمليـة
الربط
قبل إجراء عملية الربط تم تشغيل سـطوح
العينات لضمان حدوث التمـاس التـام بـين
جانبي الصفيحتين الني تشكل خط اللحام، كما
تم ضبط سمك القطعتين بسمك مقداره)(4ملـم
لضــمان التغلغــل المناســب لأداة الغــرز.
استخدمت ماكنة التفريز نـوع (Bridgeport
للحصول علـىCNC Milling Machine)
الإبعاد المطلوبة.بعدها تم تثبيـت كـل مـن
صفيحة سـبيكة الألمنيـوم الغيـر مسـامية
)الصلبة( و صفيحة سبيكة الألمنيوم-المسامية
التي تم تحضيرها مع بعضها البعض ،ثم تـم
تثبيت الصفائح على سطح العربة المتحركـة
لماكنة التفريز وتم إدخال قيم سرع دوران اداة
اللحام وسرع اللحام )متغيرات عملية اللحـام(
باستعمال لوحة التحكم الالكترونيـة لماكنـة
التفريز. استخدمت أداة لحام تتألف من مسند
بقطر) (12.5ملم وأداة غرز بقطر ) (6ملـم
وطول) (4ملم. استخدمت سرع دوران ثابتة
لأداة اللحام مقدارها) (900دورة/دقيقة, وتـم
ـة
إجـراء التجـارب بتغييـر سـرع التغذي
الخطية)سرع اللحام( .وبعد إجراء عدد مـن
التجارب الأولية للحصول على وصلات لحام
جيدة وخالية من العيوب تم اختيار ثلاث سرع
تغذية هي) (60,40,30ملـم/دقيقـة لغـرض
دراسة خواص منطقة الربط الناتجة.
إجراء عملية الربط
تم إجراء عملية الربط بثلاث مراحل هي:
- مرحلة التغلغل: في البداية تم إنزال أداة
الغرز ببطء وبصورة عمودية على الخـط
الفاصل بين الصفيحتين المـراد ربطهمـا
لحين حدوث التلامس بين السطح السـفلي
للمسند وسطح الصـفائح الـراد ربطهـا
،بعدها تم تـدوير أداة اللحـام وإبقاءهـا
متمركزة في نقطة التغلغل لمـدة دقيقـة
واحدة لضمان التسخين الأولي للصـفائح
بفعل الاحتكاك قبل إجراء عملية الربط.
- مرحلة اللحام: في هذه الخطوة تجـرى
عملية الخلط واللحام ويتم ذلك عن طريق
تسليط قوة عمودية مقـدارها ) (5نيـوتن
بواسطة أداة اللحام ،على الصفائح المراد
اللحام بالخلط الاحتكاكي لسبيكة )ألمنيوم-سليكون( المسامية
ربطها لضمان عدم حصول ارتـداد لأداة
الربط نتيجة القوة الناتجة جـراء عمليـة
الخلط. في الوقت ذاته بتم تحريك عربـة
ماكنة التفريز التي ثبتت عليهـا الصـفائح
بسرع خطيـة)سـرع تغذيـة( مختلفـة
هي)(60,40,30ملم/دقيقة مع ثبوت سرعة
دوران الأداة )(900دورة/دقيقة.
- المرحلة النهائية: وفي هذه المرحلة يتم
رفع أداة اللحام وإخراج أداة الغـرز بعـد
تقليل السرعة تدريجيا عن طريـق تقليـل
سرعة منضدة الماكنة وإخراج أداة الغرز
والشكل)(3يبين مراحل تلك العملية كمـا
يبين الشكل) (4وصلة اللحام الناتجة.
- 3الفحوصات المختبرية
الفحص ألمجهري
تم إجراء الفحص ألمجهري لمعرفـة البنيـة
المجهرية لمناطق الربط المختلفـة. اسـتخدم
المجهر الضوئي نوع ) (CarelZeissمـزود
بكاميرا رقمية،ومرتبط بالحاسوب.
فحص الصلادة
اجري فحص الصلادة المايكرويـة ) Micro
(Hardnessللعينــات المســامية المنتجــة
والعينات التي تم ربطها باستعمال سرع لحـام
مختلفة . اجري الفحص الصلادة للمسـاحة
العمودية على خط اللحام للعينات قبل إجـراء
عملية التسخين كما تم إجراء الفحـص بعـد
إجراء التسخين ،وتم حسـاب قـيم الصـلادة
بطريقـة فكـر) (Vickers hardnessوذلـك
بتسليط حمل )(0.5كغم لمدة)(30ثانية.
إجراء فحص الشد لقياس قوة الترابط
تم تشغيل العينات التي تم لحامهـا للحصـول
على عينات شد بأبعاد تبعا للمواصفات قياسية
] .[12تم تقطيع العينات بشكل عمودي علـى
خط اللحام وتشغيلها باستعمال ماكنة التفريـز
الأفقية. والشكل ) (5يوضح أبعاد عينة الشـد
المستخدمة . اجري فحص الشد بتسليط حمل
)(500كغــم بمعــدل ســرعة تحميــل
)(0.5ملم/دقيقة. من نتائج فحص الشـد ، تـم
إيجاد قوة الترابط للوصلات الملحومة .
-4النتائج والمناقشة
نتائج قياس المسامية
يوضح الشـكل) (6نتـائج قيـاس المسـامية
الفعالة) (Effective porosityللعينـات عنـد
إضافة نسب مختلفة من المواد الحافظة للفراغ
، يتبين من النتائج ان نسبة المسامية تزداد مع
زيادة نسبة الاضافة والسبب في ذلك يعود الى
الزيادة الحاصلة في احتواء اكبر عـدد مـن
المادة الحافظة للفراغ.
نتائج الفحص ألمجهري
تم إجراء الفحص المجهـري علـى منـاطق
مختلفة من وصلة الربط مـا بـين السـبيكة
الغير مسامية وسبيكة) (Al-7Siالمسامية عنـد
نسبة إضافة ) (%30مـن المـادة الحافظـة
للفراغ)البوليمر( وباستعمال قوة تكبير واحـدة
وتم تجميع عدد من صور الفحص ألمجهـري
للمنــاطق المختلفــة فــي شــكل واحــد
،شكل),(7الـذي يوضـح صـورة تجميعيـة
للمناطق المختلفة من وصلة الربط المنتجة في
البحث الحالي ويظهر في الشـكل المنـاطق
الآتية.:
- منطقة تغلغل أداة الغرز )(Nugget Zone
أظهرت نتائج الفحص ألمجهري لهذه المنطقة
تركيباً حبيبياً ناعماً متساوي المحاور كما فـي
الشكل) .(7كما لوحظ إن الحجم البلوري لهذه
المنطقة اصغر من حجوم البلورات للمنـاطق
الأخـرى. ويرجـع السـبب فـي حصـول
التنعيم) (refiningللحجوم البلورية فـي هـذه
اللحام بالخلط الاحتكاكي لسبيكة )ألمنيوم-سليكون( المسامية
المنطقة إلى التشويه اللدن الناتج عن الحركـة
الدورانية العالية لأداة الربط وحـدوث إعـادة
التبلــــــــــــــــــــور
)(re crystallizationنتيجة الحرارة العاليـة
المتولدة إثناء احتكاك رأس أداة الغـرز مـع
المعدن المحيط بها. ومن مقارنـة التركيـب
المجهري لمنطقة التغلغل للعينات عند استعمال
سرع لحام)تغذية( مختلفة، وكما موضح فـي
الشكل) (8يلاحظ انه بزيادة سرعة اللحام فان
الحجم الحبيبي لمنطقة التغلغل فـي السـطح
العلوي من العينات يقل، ويرجع ذلـك إلـى
كمية الحرارة المتولدة في تلك المنطقة التـي
تقل بزيادة سرعة اللحام وذلك نتيجة التبريـد
السريع الذي يؤدي إلى تقليل درجة الحـرارة
المسببة للتلدين وإعادة النمو ،كمـا أن زيـادة
معدل التبريد بعد ترك أداة الغرز منطقة اللحام
يؤدي إلى حـدوث تنعـيم اكبـر للحبيبـات
المتساوية المحاور.
-المنطقة المتأثرة بالحرارة والحركة أظهرت
نتائج الفحص المجهري للمنطقـة المجـاورة
لمنطقة تغلغل أداة الغرز ,شكل) (9أن البنيـة
المجهرية لهذه المنطقة تتكون مـن حبيبـات
طولية مشكلة بفعل الحرارة والتشكيل اللـدن
الناتج من الحركة الدورانية لأداة الغرز ممـا
يدل على عدم حدوث إعادة التبلور للحبيبات
في هذه المنطقة إذ ان الحرارة المتولدة غيـر
كافية لحدوث اعادة التبلور ويقتصر تأثيرهـا
في التشوه اللـدن فقـط].[14,13كمـا يبـين
الشكل) (9ان حبيبات هذه المنطقة تمتلك ترتيباً
اتجاهياً مائلاً بزاوية عن اتجاه حبيبات السبيكة
الغير مسامية وتختلـف اتجاهيـة حبيبـات
) (grainsوصلة اللحام على جـانبي مركـز
التغلغــل، إذ تمتلــك حبيبــات جهــة تقــدم
المعدن))(Advanced Sideوهي الجهة التـي
يكون فيها اتجاه دوران اداة الغرز باتجاه موازٍ
لاتجاه سرعة اللحام(، في منطقة الترابط مـع
السبيكة الغير مسامية فتكون اكثر حـدة مـن
جهة تراجع المعدن))(Retarding Sideوهـي
الجهة التي يكون فيها اتجاه دوران اداة الغرز
معاكساً لاتجاه سرعة اللحـام( فـي منطقـة
الترابط مع السبيكة المسامية كما نسـتنتج ان
حجم حبيبات منطقة تقدم المعدن يكون اكبـر
من حجم الحبيبات في منطقة تراجع المعـدن
)من جهة المادة المسامية(كمـا يلاحـظ مـن
الشكل)(8ان زيادة سرعة اللحـام تزيـد مـن
حصول حالـة التنعـيم فـي حبيبـات تلـك
المنطقة.كما يظهر الشكل ان طبيعة التـرابط
الحاصلة في جهتي المنطقة المتاثرة بـالحرارة
والحركة هو ترابط ميكانيكي ناتج عن فعـل
الخلط الحاصل بسبب سرعة الدوران العاليـة
لاداة الغــرز. إن اســتعمال ســرعة لحــام
منخفضة)30ملم/دقيقة( يؤدي إلى تباين واضح
في منطقة الترابط وهذا نتيجة الاختلاف الكبير
في الاتجاهية لجانبي المنطقة ،أما عند زيـادة
سرعة اللحام فيلاحظ الحصول علـى منطقـة
ترابط أكثر تجانساً مع فرق قليل في الاتجاهية
وهذا ما يزيد من قوة الترابط في وصلة اللحام
فضلاً عن ان منطقة التلامس بـين صـفائح
السبيكة المسامية والسـبيكة غيـر المسـامية
)منطقة التغلغل(تكون متجانسة تماما ولا يمكن
التفريق أو الفصل بينهما.
- المنطقة المتأثرة بالحرارة)( HAZ
تشابه هذه المنطقة المنطقة المتاثرة بـالحرارة
الناتجة من طرق اللحام التقليدية مـن حيـث
الخواص، إلا أن هذه المنطقة فـي طريقـة
اللحام بالخلط الاحتكاكي تكون ضيقة جدا.
نتائج قياس الصلادة
تم ايجاد قيم الصلادة للعينات التي تم ربطهـا
من سبيكة Al- 7Siالمسامية والسبيكة غيـر
المسامية باستعمال سرع لحام مختلفـة عنـد
نسب اضافة ثابتـة مقـدارها) (%30للمـادة
الحافظة للفراغ وذلك عند مسـافات محـددة
عبر مساحة مقطع عمودي على خط اللحـام
اللحام بالخلط الاحتكاكي لسبيكة )ألمنيوم-سليكون( المسامية
للعينات المختلفة والشكل) (10يبين نتائج قـيم
الصلادة قبل اجراء التسخين للعينات لسـرع
لحام) ( 60,40,30ملم/دقيقة علـى التـوالي.
يلاحظ من الشكل أن قيم الصلادة للوصـلات
التي تم ربطها أعلى من قيم الصلادة للسبيكة
الغير المسامية وتصل إلى أعلى قيمـة عنـد
منطقة تغلغل أداة الغرز)) (pinمنطقة تـرابط
السبيكة الغير مسامية مع السبيكة المسامية(
.ان السبب في ذلك يعود إلى حصول التنعـيم
للبنية المجهريـة) (Grain Refiningواعـادة
التبلور لتلك المنطقة،وبالابتعاد عن مركز خط
اللحام على جانبي خط اللحام باتجاه المنطقـة
المتأثرة بالحرارة فان قيم الصلادة تتغير مـع
تغير التركيب المجهري. ففي منطقـة تقـدم
المعدن يلاحظ إن الصلادة تقل تدريجيا عـن
قيم الصلادة في منطقة التغلغل بسبب حصول
التنعيم فقط وعدم حدوث اعادة التبلـور فـي
المنطقة المتاثرة بالحرارة والحركة
(Thermo mechanical Heat Affected
) Zoneالا انها تبقى عند قيم اعلـى مـن
صلادة السبيكة الغير مسامية.أما في منطقـة
تراجع المعدن فتكون قيم الصلادة فيها اعلـى
مما هي عليه في منطقة تقدم المعدن والسبب
في ذلك يرجع الى الاختلاف الحاصـل فـي
الحجم الحبيبي لكلا الجانبين وكمـا موضـح
في الشكل) ،(10وعند الاستمرار بالابتعاد عن
خط اللحام لكلا الجانبين فان الصلادة تنخفض
الى أدنى قيمة لها عنـد المنطقـة المتـأثرة
بالحرارة اذ تكون اقل من صلادة سـبيكة
) (Al-7Siالغير مسامية والسبيكة المسامية،
ويعزى السبب في ذلك إلى حـدوث النمـو
والتخشين في بلورات تلك المنطقـة. بعـدها
تزداد قيم الصلادة تدريجيا لغاية دخول منطقة
السبيكة الغير مسامية والسبيكة المسامية على
جانبي خـط اللحـام اذ تكـون )(HV=120
و) (HV=127لسبيكة) الألمنيوم– سـيليكون(
المسامية وغير المسامية على التوالي.
بزيادة سرع اللحام تزداد الصلادة في جميـع
مناطق اللحام شكل) (10ويعود السبب فـي
ذلك الى زيادة معدل التبريد عند زيادة سرعة
اللحام مما يؤدي الى تقليل الحجـم الحبيبـي
لبلورات منطقة اللحام]. [9يوضح الشكل)(11
نتائج فحص الصلادة للعينـات بعـد اجـراء
التسخين والتخلص من حبيبات المادة الحافظة
للفراغ. وعند المقارنة مع نتائجالموضحة في
الشكل) (10يلاحظ حصول انخفاض نسـبي
في قيم الصلادة لجميع مناطق اللحـام بعـد
اجراء عملة التسخين.
مما سبق يمكن الاستنتاج ان أعلى صـلادة
لوصلة اللحام تم الحصول عليها عند استعمال
سرعة لحام مقدارها )(60ملم/دقيقـة، وذلـك
بسبب بقاء قيم الصلادة عند مستويات اعلـى
من صلادة السبيكة المسامية بعـد إجـراء
عملية التسخين ، فضلاً عن إنتاج وصلة لحام
متجانسة. اذ لوحظ ان زيادة سـرعة اللحـام
اكثر من )(60ملم/دقيقة أدى إلى فشل عمليـة
الربط وذلك لحدوث عيوب التموج و تكـون
قناة طولية على امتداد خـط اللحـام نتيجـة
اندفاع المعدن من أمام أداة الغرز الى جانبي
خط اللحام وإنتاج وصلة لحام غير ناجحة.
نتائج فحص الشد
يبين الشـكل) (12نتـائج فحـص الشـد
المستخدم لقياس قوة تـرابط وصـلة اللحـام
مابين السـبيكة الغيـر مسـامية والسـبيكة
االمسامية. يلاحظ من الشكل ان زيادة سرعة
اللحام ولنسب إضافة ثابتة للمـواد الحافظـة
للفراغ، تؤدي الى زيادة قوة الترابط لوصـلة
اللحام بسبب حصول التنعيم واعادة التبلـور
نتيجة الحرارة المتولدة عن الاحتكاك مـابين
اداة اللحام السبائك المراد لحامها ، مما يؤدى
الى انتاج وصلة لحام متجانسة فـي منطقـة
الربط ، وعند زيادة نسبة الإضافة واستعمال
سرع لحام ثابتة تقل قوة التـرابط، ويعـزى
سبب ذلك إلى زيادة في نسبة المسـامية فـي
اللحام بالخلط الاحتكاكي لسبيكة )ألمنيوم-سليكون( المسامية
السبيكة المسامية ،اذ لوحظ ان الفشل يحدث
في منطقة السبيكة المسامية وليس في منطقة
الترابط) وصلة اللحام(.
من النتائج السابقة تبين ان ظروف اللحام
بالخلط الاحتكاكي وهي استعمال سرعة لحام
) (60ملم/دقيقة وسـرعة دوران اداة اللحـام
) (900دورة/دقيقة مع اضافة ) %(30مـن
المادة الحافظة للفراغ، أدى إلى إنتاج وصـلة
لحام ناجحة ذات منطقة ترابط متجانسة خالية
من العيوب على جانبي خط اللحام تمتلك بنية
مجهرية من حبيبات صغيرة ناعمة متسـاوية
المحاور. مع حدوث نسبة تشكيل قليلة فـي
المنطقة المتأثرة بالحرارة والحركـة وعـدم
حدوث اختلاف في الاتجاهية علـى جـانبي
منطقة تقدم المعدن ومنطقة تراجع المعدن مما
قلل الاختلاف فـي قـيم صـلادة الجـانبين
والحصول على قيم صلادة متجانسة قريبـة
من صلادة منطقة الترابط، ولكنها اعلى مـن
قيم الصلادة لكل من السبيكة المسامية وغير
المسامية. كما تم الحصول على قـوة تـرابط
جيدة مع الاحتفاظ بنسبة مسامية معقولة. فعلى
الرغم من ان استعمال سرعة لحام مقـدارها
) (60ملم/دقيقة وإضافة ) %(20مـن المـواد
الحافظة للفراغ، يعطي قوة ترابط اكبر إلا ان
قيمة الكثافة تكون عالية. وعند اعتماد سـرع
لحام اقل لوحظ تقليل قوة الترابط والصـلادة
وحصول الفشل عند قوة اقل مما هـي عليـه
عند استعمال سرعة لحام ) (60ملم/دقيقة.
-5الاستنتاجات
أظهرت نتائج البحث انه بالإمكان ربـط
سبيكة )ألمنيوم-سـيليكون ( المسـامية إلـى
السبيكة غير المسامية باستخدام طريقة اللحـام
بالخلط الاحتكاكي، كما يمكن استنتاج مـا
يلي:
· .من دراسة البنية المجهرية ظهر ان
هنالك ثلاث منـاطق مختلفـة فـي
منطقة الربط هي منطقة تغلغـل اداة
الغرز وتمتاز بحجوم حبيبية ناعمـة
متساوية المحاور. والمنطقـة
المتأثرة بالحرارة والحركة وتمتـاز
ـة
بحبيبــات طوليــة ذات اتجاهيـ
عالية.اضافة إلى المنطقة المتـأثرة
بالحرارة: التي تمتاز بحبيبات خشنة
نتيجة النمو الحبيبي.
· تؤدي زيادة سرعة اللحام الى تقليل
الحجم الحبيبي للبنية المجهرية فـي
جميع مناطق وصلة اللحام.
· تؤدي زيادة سرعة اللحام الى زيادة
صلادة وصلة اللحام )الربط( اذ تبلغ
اعلى قيمة لها ) (160HVعند سرعة
لحام)(60ملم/دقيقة .
· تؤدي زيادة سرعة اللحام الى تقليـل
الاتجاهية للمنطقة المحيطة بمنطقـة
الترابط )المنطقة المتاثرة بـالحرارة
والحركة( وزيادة تجـانس منطقـة
الترابط )منطقة التغلغل.(
· مع زيادة سرعة اللحام تـزداد قـوة
الترابط لوصلة اللحام عنـد ثبـوت
نسبة اضافة المادة الحافظة للفراغ اذ
تبلغ أقصى قيمة لها ) (140Nعنـد
سرعة لحام )(60ملم/دقيقة ولنسـبة
اضافة ) %(30من المادة الحافظـة
للفراغ.
· تقل قوة الترابط لوصلة اللحام بزيادة
نسبة اضافة المادة الحافظة للفـراغ
عند ثبوت سرعة اللحام اذ تبلغ ادنى
مستوى لها )(70Nعند نسبة اضافة
) %(40من المادة الحافظة للفـراغ
ولســرعة لحــام مقــدارها )(30
ملـــــــم/دقيقـــــــة.
المصادر
.[1].M.F.Ashby & N.A.Fleck “Metal
Foams and Porous Metal Structure” 1st.
Edition, Bremen, 1999, USA.
اللحام بالخلط الاحتكاكي لسبيكة )ألمنيوم-سليكون( المسامية
.[2].L. Rausch and J. Banhart,"
Mechanical Properties Of Highly
Ordered Nan porous Anodic Alumina
Membranes", Advanced Materials
Science, Vol. 6, No.11, 2004.
.[3].F.Bamga & I.Durate
“Industrialization of Powder Compact
Foaming Process”, journal of
Advanced Engineering Materials,
Vol.4, No.3, 1993, pp.30-39.
.[4].C.korner & R.Singer “Processing
of Metal Foams Challenges and
Opportunities” Journal of Advanced
Engineering Materials, Vol.2, No.4,
1999, pp.159-165.
[5].ALUMINUM NSWER, "The
Joining Process" ,www.aluminum org
,Test Research,2007
[6] D. Rodrigues, A. Loureiro ,
C.Leitao " Influence of friction stir
welding parameters on the
microstructural and mechanical
properties of AA 6016-T4 thin welds",
Materials and Design, Vol. 30 ,(2009)
pp.1913–1921.
.[7]. R.S.Mishra & Z.Y.Ma “Fiction
Stir Welding and Processing”,
Materials Science and Engineering,
Reports Review Journal ,R50, pp.1-78,
2005. .[8]. A. Simar Y. Rechet , B.
Meester, "Microstructure, local and
global mechanical properties of
Friction Stir Welds in Aluminum alloy
6005A-T6", Materials Science and
Engineering A, Vol. 486, (2008),pp.
85–95. .[9].A.Barcellona & G.Buuf
“On Micro structural Occurring in
Friction Stir Welding of Aluminum
Alloys” Journal of Materials
Processing Technology, No.177, 2006,
pp.340-343.
.[10].E.Brandes “Semithelles Light
Metal” Metal Handbook, Lowe State
University, 1998.
.[11].J.M.Tulliani, I.Montanaro,
"American Ceramic
Socity",ASTM,1999
.[12].H.William “Properties and
Selection: Non Ferrous Alloys and
Pure Materials” Metal Handbook,
Vol.9, 1985.
جدول ) ( 1التحليل الكيمباوي لسبيكة)ألمنيوم-سليكون(
Si Mg Fe Mn Cu Ti Al
7 0.39 0.07 0.03 0.05 - Bal
مجلة الهندسة والتكنولوجيا،المجلد،28العدد2010،6
* هندسة الانتاج والمعادن , الجامعة التكنولوجية/ بغداد. العراق
شكل) (1مبدأ عملية اللحام بالاحتكاك والخلط].[7
شكل) (2يوضح جهـاز قيـاس المسـامية
المستخدم.
شكل)(3يبين مراحل عملية الربط)أ-مرحلـة
التغلغل، ب-مرحلـة الـربط ,ج-المرحلـة
النهائية.(
اللحام بالخلط الاحتكاكي لسبيكة )ألمنيوم-سليكون( المسامية
شكل) (4يوضح العينة المنتجة بعـد عمليـة
الربط.
شكل) (5يبين إبعاد عينات الشد.
شكل )(6العلاقة بين نسبة الاضـافة للمـادة
الحافظة للفراغ ونسبة المسامية الناتجة .
تغلغل الاداة وبدا الربط نھاية خط اللحام
اتجاه الربط
عينة مربوطة بسرعة لحام 40ملم/دقيقة
اللحام بالخلط الاحتكاكي لسبيكة )ألمنيوم-سليكون( المسامية
منطقة تقدم المعدن
الشكل ) (7شكل تجميعي لمناطق اللحام المختلفة عند سرعة لحام 40دورة/ دقيقة وبنسبة اضافة
%30من المادة الحافظة للفراغ.
250µm
اتجاه اللحام
اتجاه دوران الاداة
منطقة تراجع المعدن منطقة التغلغل
مجلة الهندسة والتكنولوجيا،المجلد،28العدد2010،6
* هندسة الانتاج والمعادن , الجامعة التكنولوجية/ بغداد. العراق
سرعة تغذية)لحام( 30ملم/دقيقة
سرعة تغذية 40ملم/دقيقة
سرعة تغذية 60ملم/دقيقة
شكل) (8يبين منطقة التغلغل عند استخدام سرع تغذية)لحام( مختلفة.
250µm
250µm
250µm
اللحام بالخلط الاحتكاكي لسبيكة )ألمنيوم-سليكون( المسامية
منطقة تراجع المعدن
منطقة تقدم المعدن
ا-سرعة تغذية 30ملم/دقيقة
منطقة تراجع المعدن
منطقة تقدم المعدن
ب-سرعة تغذية 40ملم/دقيقة
منطقة تراجع المعدن
منطقة تقدم المعدن
ج -سرعة تغذية لحام 60ملم/دقيقة
شكل) ( 9يبين البنية المجهرية للمنطقة المتأثرة بالحرارة والحركة للسطح
العلوي عند سرع لحام)تغذية( مختلفة.
250µm
اتجاه دوران الاداة
اتجاه
اللحام
250µm
اتجاه دوران الاداة
اتجاه
اللحام
اتجاه
اللحام
250µm
اتجاه دوران الاداة
250µm
اتجاه دوران الاداة
اتجاه
اللحام
250µm
اتجاه دوران الاداة
اتجاه
اللحام
250µm
اتجاه
اللحام
اتجاه دوران الاداة
منطقة المعدن
الاساس
مجلة الهندسة والتكنولوجيا،المجلد،28العدد2010،6
* هندسة الانتاج والمعادن , الجامعة التكنولوجية/ بغداد. العراق
شكل ) (10قيم الصلادة لمنطقة اللحام عند استخدام سرع
لحام )تغذية( مختلفة قبل إجراء المعاملة الحرارية) التسخين( .
شكل) (11قيم الصلادة لمنطقة اللحام عند استخدام سرع لحام مختلفة بعد إجراء التسخين
الصلادة )(Hv
المسافة عن مركز اللحام )ملم(
الصلادة)(Hv
اللحام بالخلط الاحتكاكي لسبيكة )ألمنيوم-سليكون( المسامية
شكل ) (12قوة الترابط للعينات عند سرع لحام مختلفة بعد اجراء المعاملة الحرارية )التسخين(.
نسبة مسامية 20
نسبة مسامية30
نسبة مسامية40
سرعة اللحام ملم/دقيقة
قوة الترابط )(N
كلمة سر فك الضغط : books-world.net
The Unzip Password : books-world.net
أتمنى أن تستفيدوا من محتوى الموضوع وأن ينال إعجابكم
رابط من موقع عالم الكتب لتنزيل بحث بعنوان اللحام بالخلط الاحتكاكي لسبيكة ( ألمنيوم - سليكون ) المسامية
رابط مباشر لتنزيل بحث بعنوان اللحام بالخلط الاحتكاكي لسبيكة ( ألمنيوم - سليكون ) المسامية 
|
|











